摘要:本文基于对模切机工作原理等的分析,介绍了欧信HD2系列伺服系统在模切机上的应用,给出了伺服驱动器关键参数的设置。
1、引言
模切机系统是一个对电机的动态响应要求很高的一种机械设备,要求伺服系统能够提供非常快速的动态响应能力和精确的定位能力。我们所做的这套系统是就是根据伺服驱动器和电机所具有的高动态响应能力来实现,同时还采用了伺服内部所具有的编程能力,还把系统中以前所使用的具有高速脉冲输出能力的PLC换成了一般的普通PLC,为客户节约了成本。
2、模切机简介
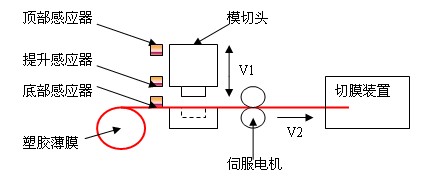
模切机设备整套系统由伺服控制系统、传感器、执行机构等组成。模切机外形图如图一所示:

一、模切机机械机构简图
二、设备工艺
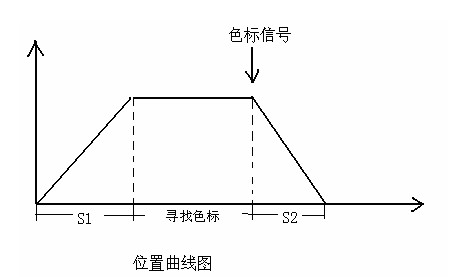
1:伺服电机拖动塑胶薄膜的运行轨迹。如下图:
2:工艺说明:有两种主要的切膜方式。
光标切膜:就是 如上面的运行轨迹一样,S1区进行跟随,然后进入"寻找色标"区,等待色标,当检测到色标之后,进入定位模式,走一个定长。
程控切膜:就是每次都有一个设定好的长度。程控切膜又分为两种。1:定长切,就是每次切的距离都是一样的。2:变长切,就是事先设定好多个长度,然后按照设定的多段长度来切。
还有一些结合运用的。如:光控+程控。就是第一次切用光控来定位然后用程控来控制,但这都是一些功能上的应用在这里就不具体说明。
三、运动轨迹控制要点
变频器来控制"模切头"。因为变频器最快50Hz,可以控制模切头300inc/min,所以伺服控制器,也要300次启停/min。因为在模切头在切的时候是绝对不允许拖动的。所以伺服运行时间是当模切头碰到"提升感应器"开始运行,然后在模切头碰到"顶部感应器"之前完成拖膜。如果在模切头碰到"顶部感应器"的时候还没有收到伺服的"拖膜完成信号"就认为拖膜的速度太慢,就要报警。
4、欧信伺服参数设置
设定伺服控制方式,然后进行往复运动测试,如果定位和速度精度达到要求,则调试完毕;如果未达到要求,则增大速度环路增益,此时如果出现电机停止时过冲或抖动,或者电机有响声,那么说明环路控制参数调的有些过强,再适当的减小比例或加大积分时间常数,直到位置和精度都达到要求,则说明位置环和速度环的比例和积分时间常数值为合适值。
广东某模切机上,以下是欧信伺服控制系统的参数设置说明。
P-004=6(控制方式选择);
P-009=40(位置环增益,范围10—500);
P-005=400(速度环增益,范围10—2000);
P-006=20(速度环积分时间常数,范围10—2000);
P-098=0(使能方式,1:内部使能,0:外部使能);
5、调试注意事项
为了保证伺服驱动器能够可靠、稳定、正确的运行,在伺服系统的安装、调试以及使用过程中,应注意以下事项:
1)正确的接线:欧信伺服标配编码器线和电机动力线,不过接线时一定要正确连接伺服驱动器与控制器之间的信号线,否则伺服不会正常运行;
2)正确的设置伺服控制模式:由于每种机器应用都有所不同,所以正确的设置伺服控制模式是保证伺服正确运行的前提;
3)根据实际运行效果正确匹配增益参数,另外欧信伺服不要在伺服使能的情况下或电机运行的情况下设置电子位置环和齿轮比参数。
4)确保电机良好的接地,驱动器与设备机壳连接。一方面避免干扰,另一方面避免漏电。
5)信号线尽量选择屏蔽双绞线,屏蔽层一般接到端子外壳;
6)注意干扰问题,避免编码器信号和控制信号受到干扰,编码器线、信号线不要与电机线、电源线绑扎在一起或者通过一个线槽, 尽量保持一定的距离。
6、结论
此模切机充分结合了欧信伺服HD2系列的响应快、定位精确、运行平稳等优点。经过客户的试用,加工出来的产品都符合客户要求,各项指标都达到要求,同时还提高了生产效率,使客户达到最大满意度。由于伺服内部可以进行编程,因此就避免了编写复杂的PLC程序,同时还减轻了PLC的负担,可以换成一个很小的PLC,另外欧信伺服还可以通过模拟量输出接口去控制变频器,更加减小了系统成本。目前该模切机完成300个/min的速度是没有任何问题的,精度完全满足客户的要求。
Copyright © 2019-2022 潍坊欧信智控科技有限公司 All Rights Reserved. ICP备案:鲁ICP备19020629号
 鲁公网安备37079202370802号
鲁公网安备37079202370802号
公司地址:山东潍坊经济开发区友谊路17号4幢销售热线:0536-8862757 技术支持:艾尚网络










 联系我们
联系我们 在线服务
在线服务 添加微信
添加微信
